Enhance Efficiency: Newman’s Pharmaceutical Labelling Machines

Technical precision plays a great role in the pharmaceutical industry. Pharmaceutical Labelling is not just about looking good; it is all about ensuring regulatory compliance, product safety, and operational efficiency. Still, technical challenges such as adapting to complex production environments, integrating track-and-trace systems, and making sure of sustainability push manufacturers to continuous innovation.
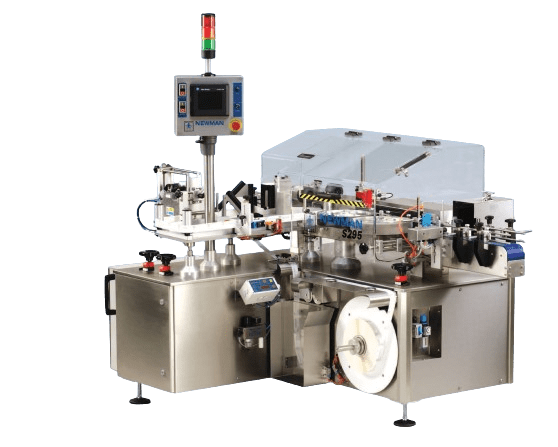
Newman leads the way in pharmaceutical labelling machines, offering sophisticated solutions engineered to overcome these challenges while improving factory efficiencies and product precision in their quest for excellence.
The Technical Complexities of Pharmaceutical Labelling
1. Managing Limited Label Space
As seen in pharmaceutical products, a lot of information usually becomes required on small labels; expiration dates, regulatory compliances, and product use instruction often need to be there.
For example, vaccine or injectable drug vials have small surface areas where placing legible and accurate labels becomes very difficult. Poorly placed or unclear labels translate into the rejection of an entire batch, wasting materials.
2. Variable Data Printing Challenges
Constantly variable data are managed for batch information, serialisation codes, and barcodes. For that purpose, the traditional systems poorly adapt or cope with high speeds associated with dynamic printing of batch production lines.
3. Integrating Track-and-Trace Systems
Track-and-trace systems, when integrated, will mean assurance of the tracing capability of one’s products at whatever juncture through the supply chain. These will include technical complexity related to integration with existing workflows.
4. Adopting Sustainable Pharmaceutical Labelling Practices
As the industry goes greener, so are manufacturers, who are making use of more recyclable materials and biodegradable adhesives. These materials require pharmaceutical labelling machines that are engineered to be both precise and flexible while also being sustainable.
Newman’s Cutting-Edge Solutions
1. High-Precision Vision Systems
Newman’s pharmaceutical labelling machines boast integrated vision systems, which provide real-time detection of any errors. It makes certain that all information printed is in a proper place and readable to save companies from some very expensive mistakes and loss of time.
2. Versatile Printing Capabilities
Newman’s pharmaceutical labelling solutions offer several printing techniques: thermal, laser, inkjet, and hot foil. With this large-scale array of options, a manufacturer is enabled to approach different requirements with one machine.
3. Smart Labelling Technologies
Newman has integrated smart technologies to use eco-friendly materials at the companies without compromising their production efficiency. Their machines will be able to work with high precision, both on biodegradable adhesives and on recyclable labels, sustaining or outperforming their customer’s targets for sustainability.
4. Tool-Less Changeovers for Flexibility
Newman’s quick-change systems make the transition from one product to the other smooth, reducing downtime while improving productivity. The absence of requirements for special tools enables operators to easily switch in and out various formats and materials of labels.
Driving Efficiency in High-Speed Production Lines
High-speed production lines require machines that are not only very strong but also accomplish tasks at incredibly high speeds with much attention to quality. Newman’s servo-controlled systems will guarantee accuracy at speeds over 400 products per minute.
Key Feature: The EasiSplice 470 System
This provides zero-downtime reel changes that eliminate manual interventions and minimise delays.
Conclusion
Pharmaceutical labelling requires excellence in technology, from managing a very complex design of the label to adopting sustainable practices. Newman’s pharmaceutical labelling machines respond to these challenges with advanced technologies that enable manufacturers to increase their levels of precision, efficiency and flexibility.
By choosing Newman, companies are investing in something beyond machinery. They are investing in a partner who will drive innovation and success within the pharmaceutical sector.

Newman
Over the period of 80 years, Newman has built up an enviable reputation for high-quality labelling equipment to meet the specific regulatory regime demanded by the international pharmaceutical industry.












12 thoughts on “Enhance Efficiency: Newman’s Pharmaceutical Labelling Machines”
Comments are closed.